Powder Coating is the technique of applying dry paint to a part. The final cured coating is the same as a 2-pack wet paint. In normal wet painting such as house paints, the solids are in suspension in a liquid carrier, which must evaporate before the solid paint coating is produced.
In powder coating, the powdered paint may be applied by either of two techniques.
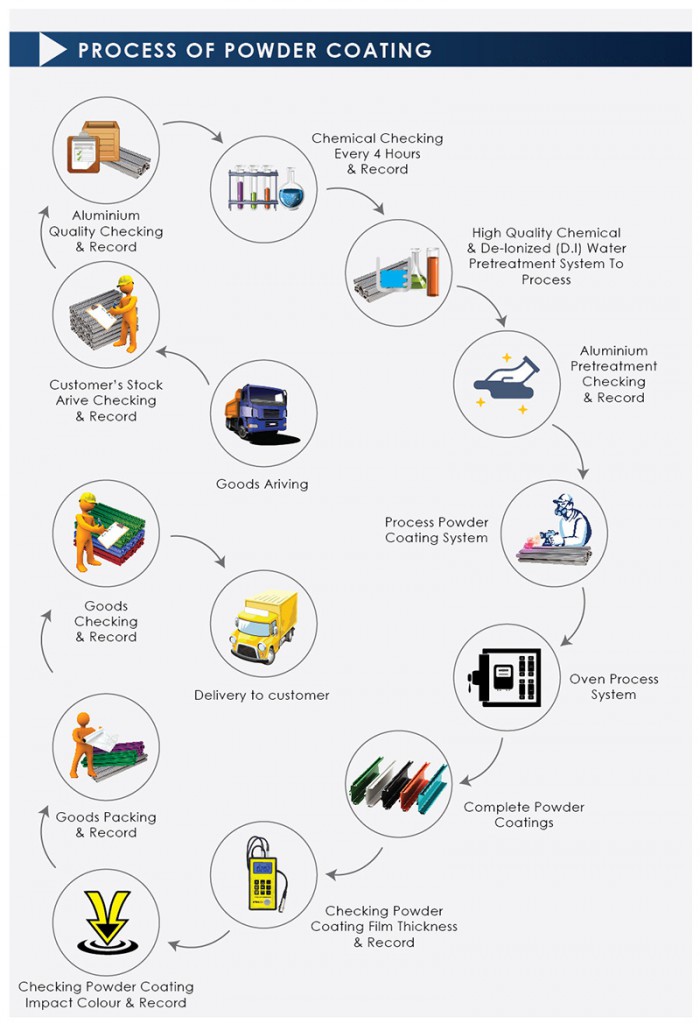
The item is lowered into a fluidized bed of the powder, which may or may not be electrostatically charged, or The powder paint is electrostatically charged and sprayed onto the part.The part is then placed in an oven and the powder particles melt and coalesce to form a continuous film.
There are two main types of powder available to the surface finisher:
Thermoplastic powder that will remelt when heated, and Thermosetting powder that will not remelt upon reheating. During the curing process (in the oven) a chemical cross-linking reaction is triggered at the curing temperature and it is this chemical reaction which givens the powder coating many of its desirable properties.